 咨詢電話:13293500000
咨詢電話:13293500000
咨詢電話:13293500000
咨詢電話:13293500000


— 資訊 —
 全國免費客服電話
13293500000
全國免費客服電話
13293500000
郵箱:13293500000@163.com
手機:13293500000
電話:0350-6068888
地址:中國山西
發布時間:2023-04-10 人氣:
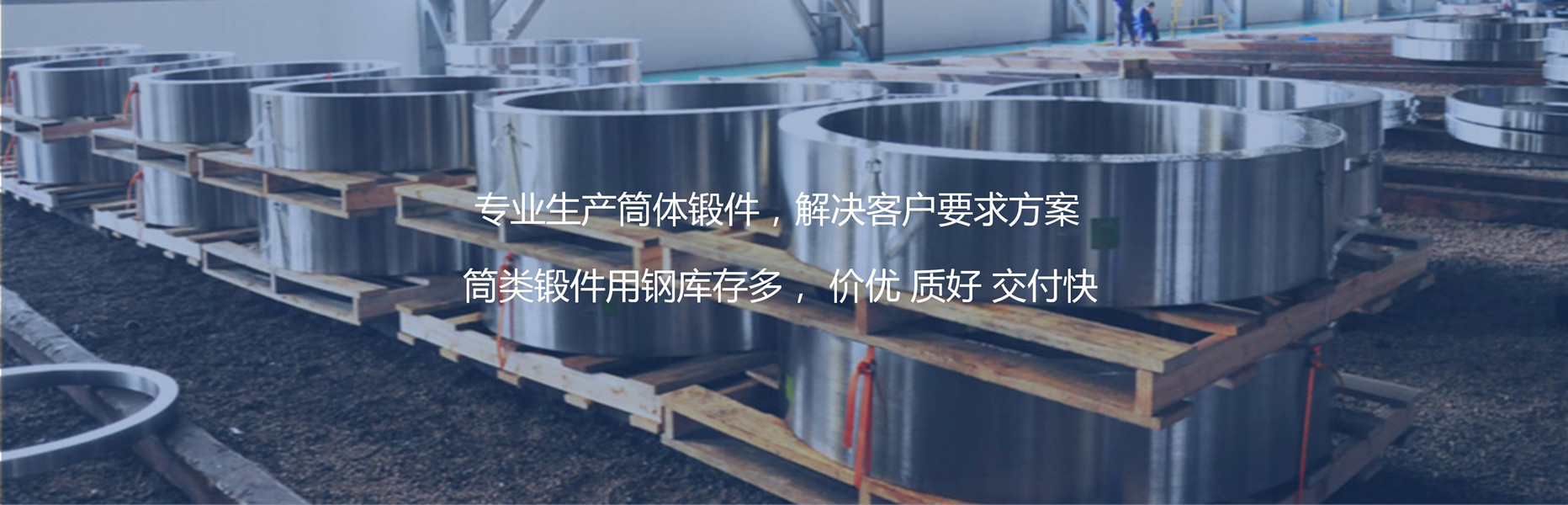
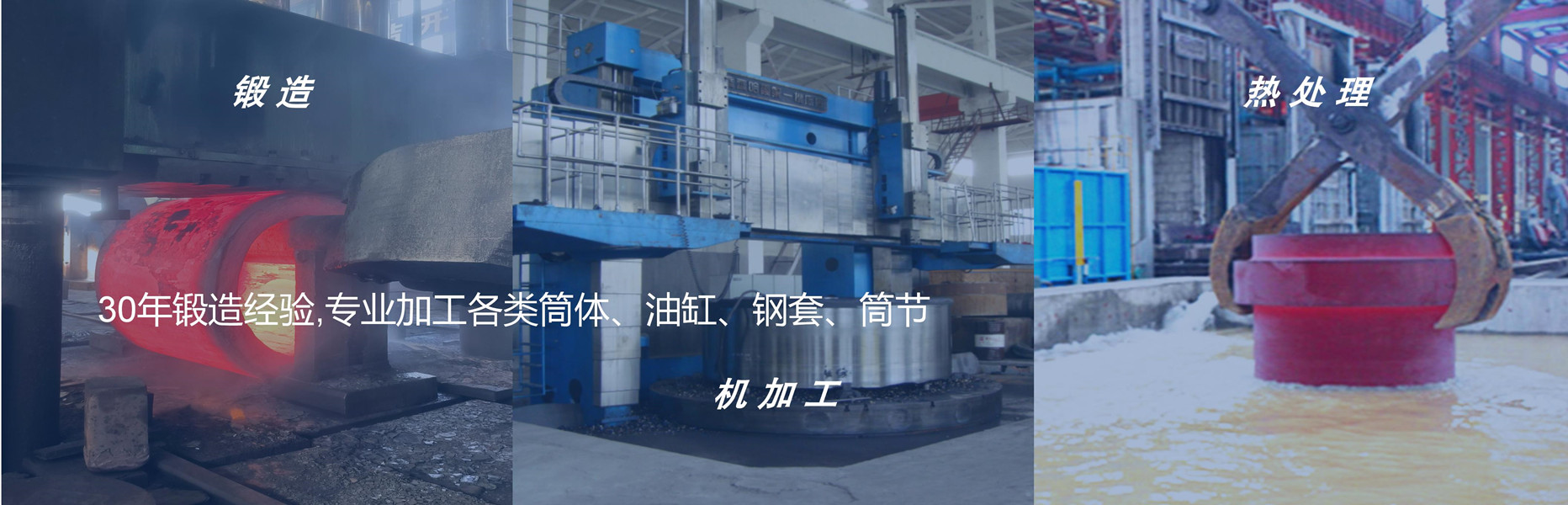
油缸活塞鍛件是支持活塞做功的連接部件,大部分應用在油缸、氣缸運動執行部件中,是一個運動頻繁、技術要求高的運動部件。活塞桿常用的有工程機械活塞桿、礦山機械活塞桿等。在現代工業中,工程活塞桿的鍛造常常使用到油壓機,稱為鍛造液壓機。在生產活塞桿過程中,如果將整個桿體加熱,會造成熱能源的浪費,還造成動力能源的浪費,生產效率低。這里有一種只需將活塞桿鍛件的前端部加熱至1050℃——1200℃,不需要將整個鑄件整體加熱,節約了熱力能源,而且只需鍛造頭部,節約了動力能源。活塞桿專用鍛造油壓機根據公司的設計生產經營,可選用400噸、500噸、630噸四柱油壓機,搭配模具,熱壓成型。這種鍛造活塞桿的工藝既保證了鍛件的強度,又縮短了鍛造的時間,減小了鍛造壓力。

油缸活塞鍛件的工藝步驟:
1、加熱鍛件前端部:將鍛件前端部加熱至1050℃——1200℃ ;
2、加料:將鍛件插入工件插孔內,并使得鍛件前端部位于固定模和活動模之間,啟動第二油缸,將鍛件夾緊;
3、鍛壓頭部:啟動一油缸,將頂墩模調整至鍛件前端部對應,啟動主油缸,帶動滑塊和頂墩模至鍛件前端部,鍛造出鍛件頭部;
4、頂墩模后撤并側移:鍛造完成后,主油缸帶動滑塊及頂墩模后移,然后通過一油缸將頂墩模移開,同時將切邊模移至與鍛件頭部對應位置;
5、將鍛件頭部頂在切邊模邊緣:通過第二油缸將活動模松開,將鍛件前移頂在切邊模邊緣,再次將活動模頂緊;
6、切邊:啟動活塞桿專用鍛造油壓機的主油缸,帶動滑塊前移,切邊模將飛邊切下;
7、滑塊退回:啟動主油缸,將滑塊及頂墩模和切邊模退回;
8、取出鍛件:松開活動模,將鍛件從工件插孔中取出。

油缸活塞鍛件的關鍵環節:
1、退火:
活塞桿鍛件的退火主要是用于降低硬度,從而利于切削加工。通過退火可以提高塑性韌性,改善鋼的性能或為以后熱處理做好組織準備,消除2Cr13鋼中的殘余內應力,防止變形和開裂。
2、鍛造:
活塞桿鍛件的毛坯一般都是經過鍛造后獲得基本的形狀,其鍛造是利活塞桿專業鍛造液壓機對金屬坯料施加壓力,使其產生塑性變形,已獲得具有一定機械性能、一定形狀和尺寸的鍛件的加工方法。
3、調質:
調質的目的就是使活塞桿可以具有良好的綜合機械性能,因些為了讓活塞桿可以獲得較高的韌性、足夠的強度以及優良的力學性能,我們一般都需要對2Cr13材質進行調質處理。
4、消應力處理:
所謂的消應力處理,其實就是指去除應力。在一般情況下,退火鑄、鍛、焊件在冷卻時由于各部位冷卻速度不同而產生內應力,所以要進行處理消應力。
5、高頻淬火:
高頻淬火一般都是在半精加工后、磨削加工前進行的一道工序。通過高頻淬火后,活塞桿的表面可以獲得高硬度、高的耐磨性,而心部仍維持良好的綜合力學性能。但是由于淬火后,表面會殘留有淬火應力,因此為了降低表面淬火的淬火應力,應進行淬火后應進行低溫回火,以此來保持高硬度、耐磨性。
中重重工集團油缸活塞鍛件采用三梁四柱式結構設計,還可根據要求設計成框架式結構鍛造液壓機,該設備主要由機身、主油缸、液壓系統、電氣控制系統、安全系統及其他輔助設備組成;液壓由高壓油泵、調壓閥、方向閥、油箱等組成,采用插裝閥集成系統,沖擊小、動作可靠,使用壽命長。為壓機提供可控制的液壓動力源;電氣控制系統由電控柜、操縱箱、PLC、觸摸屏、報警系統等組成。該設備可完成坯料在鍛模中垂直鍛壓成型,也可完成鐓粗、沖孔等工藝,能夠實現多工位壓制,使鐓粗、制坯、成型一個工作循環完成,節約成本提高了生產效率,易于實現自動化加工生產。該設備還可用于法蘭、活塞桿、釬具、萬向節叉、斗齒、軸承套圈、齒輪等產品的熱鍛成型。
上一篇:筒體鍛件出現裂紋痕跡怎么改進?
下一篇:如何保證筒類鍛件的熱處理質量?
相關推薦
服務熱線

